Enhancing Industrial Efficiency: The Role of Chain Conveyor Manufacturers
In the fast-paced world of manufacturing and logistics, efficiency is everything. Chain conveyors have become essential in optimizing operations and enabling the efficient and flawless transfer of commodity spread across many businesses. With the growing demand of these systems, chain conveyor manufacturers play a major role.
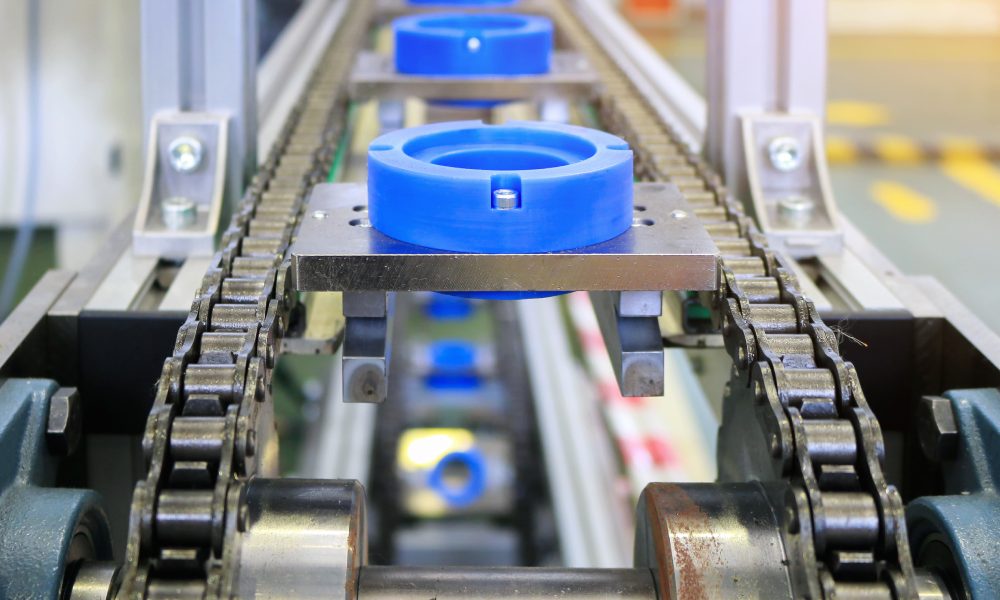
Understanding Chain Conveyors
These are mechanical machines that pull the materials along the production line with a regular chain. They are widely known for their durability and adaptability, which makes them suitable in a range of industries including but not limited to automotive, food processing, gas pipelines or other heavy equipment manufacturers. The heavy-duty transporting system is able to carry great loads on long distances; it makes them the part and parcel of efficient production processes.
Advantages of Chain Conveyors
- Robustness and Durability: They are designed for rugged industrial environments, easily handling heavy loads and difficult conditions.
- Versatility: Chain conveyors can accommodate very different requirements; it is possible to transport everything from automotive parts to bulk goods.
- Efficiency: Chain conveyors help in the automation of product movement, which directly reduces personnel costs, resulting in better production times and more significant results.
- Versatility: The flexibility of these unique systems allows manufacturers to adapt them for a range of applications, from classic to modern car works.
Chain Conveyor Manufacturers
The chain conveyor manufacturers help deliver these systems efficiently. They don’t merely produce hardware; their experience translates into holistic solutions to unique industrial problems.
- Research and Engineering: Manufacturers pour money into R&D, generating sophisticated conveyor systems that fulfill the changing requirements of the industry. Their offerings are marked by innovation, from enhanced energy efficiency to cutting-edge automation features.
- Quality and Reliability: The top manufacturers maintain rigorous quality control measures in their processes, assuring a reliable and durable conveyor system for your operations. This focus on quality reduces the downtime and maintenance costs for businesses.
- Tailored Solutions: Not every operation is the same, and manufacturers understand this, which is why they offer customized conveyor solutions that meet specific needs. This customized approach guarantees that each system is ideally suited to the client’s production objectives.
How to Choose the Best Chain Conveyor Manufacturer
When choosing a manufacturer for your chain conveyor needs keep in mind the following:
- Reputation and Track Record: Choose manufacturers that have a good reputation and long experience in the industry. Client testimonials and case studies can give you an idea of their reliability and performance.
- Technological Expertise: The manufacturer should adopt the latest available technologies, and pursue innovation to provide cutting-edge solutions.
- After-Sale Service: Choose a brand that provides adequate after-sale service such as maintenance, spare parts availability and technical support.
- Sustainability Practices: Increasing number of companies are looking at sustainability. By selecting a manufacturer that prioritizes eco-friendly processes, you can help achieve your sustainability aspirations.
The Future of Chain Conveyors
As industries develop more, the need for advanced chain conveyor systems will increase. Manufacturers are also looking to incorporate smart technologies, including the Internet of Things (IoT) and artificial intelligence, into their integrated systems for better monitoring and maintenance.
These advancements are designed to maximize efficiency, minimize energy consumption, and offer real-time data analytics, enabling businesses to refine their processes and remain competitive.
Conclusion
They are ubiquitous in contemporary industrial operations, facilitating efficient and dependable material conveyance. Chain conveyor manufacturers play a crucial role in this process, designing and delivering cutting-edge solutions that are customized to address the unique requirements of various industries.
If a firm is looking for more productivity and wishes to create its operation smoother, thus investing in premium quality chain conveyors from best manufacturers should be within the strategy reference. The answer lies in the advanced chain conveyor systems that lead to success and efficiency in industries.